 English
English русский
русский Español
Español 中文简体
中文简体
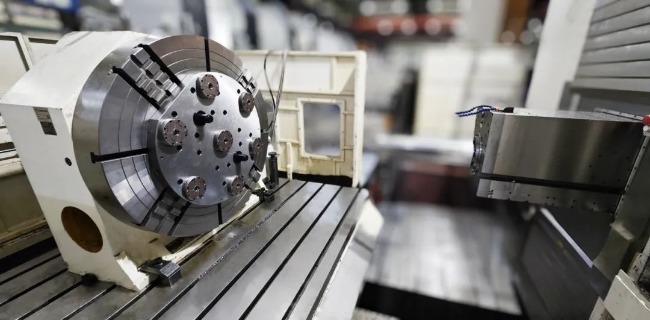
在中小制造企业机床升级进程中,老旧T型槽工作台能否加装零点基板、实现工装快速快换,成为工艺负责人、车间管理者关注度的技改问题之一。多数企业面临新机床采购成本高、传统装夹效率低、批量加工精度不稳定的痛点,亟需低成本、落地快、效果稳的升级方案。
针对行业普遍疑问:标准T型槽机床工作台,无需整体更换,可直接加装零点基板,完成零点快换系统改造。该方案可盘活老旧设备产能,大幅压缩工装换型时长、提升加工重复...
了解更多
应用案例丨七工位K系列零点定位系统在卧式镗床应用,实现“加工-换装-检测”并行
案例背景:某汽车零部件厂使用卧式镗床加工变速箱壳体,需在单台机床上完成不同型号壳体的孔系加工。
解决方案:
-
在工作台部署7个K系列定位单元,每个单元对应一种壳体型号的基准孔和安装面。
-
集成RFID识别技术,当工件放置到对应工位时,系统自动调用加工程序。
成效:换型时间从45分钟缩短至3分钟,加工精度稳定在IT6级。
K系列零点定位系统的核心特点:
是一种模块化、高精度的快速定位解决方案,其设计通常包括以下特征:
-
模块化组合:支持多个定位单元(如7个)的自由组合,适应复杂工件的多工位需求。
-
锥面+端面双接触:结合锥形对中和端面压紧,同时约束轴向、径向及周向自由度,确保高刚性。
-
快速换装:通过气动、液压或机械锁紧实现秒级夹持/释放,减少停机时间。
-
标准化接口:遵循国际标准(如HSK、ISO等),兼容主流机床和夹具。
在卧式镗床的具体应用:
多工位工件快速切换
应用方式:在镗床工作台上安装7个K系列定位点,每个点位对应不同工件的基准面,通过编程控制工件自动移动至目标工位,实现多品种工件连续加工。
优势:减少人工调整时间,适应小批量、多批次生产需求。
大型工件多点支撑
应用方式:针对重型或长型工件(如发动机缸体),利用7个定位点均匀分布支撑,避免因自重导致变形,同时通过组合锁紧确保刚性。
优势:提升加工稳定性,减少振动对镗孔精度的影响。
刀具与夹具协同定位
应用方式:部分定位点用于固定工件,另一些用于安装镗杆、刀具或辅助夹具,实现加工过程中刀具与工件的同步高精度定位。
优势:减少刀具换装误差,提升孔系加工的同轴度。
优势:
最新消息
-
五轴机床稼动率低、调件耗时?零点快换工装解决对刀低效痛点前言:绝大多数五轴工厂,都踩了同一个致命坑 当下精密加工行业,模具、航空航天、新能源汽车、3C精密、液压阀体、自动化零件车间,几乎都在加码高端五轴设备。五轴加工中心、摇篮五轴、车铣复合五轴陆续进场,但很多企业投入巨资后,产能、良率、利润始终达不到预期。 深入车间现场不难发现一个普遍现状:五轴机床大部分时间根本不在切削。 机床真正有效切削工时不足40%,剩余60%以上时间全部消耗在:人工分中、寻边对...了解更多
-
速易德零点定位系统|大型数控磨齿机 高效装夹完整解决方案一、行业痛点:大型磨齿加工工装瓶颈 风电、盾构、矿山装备所用大直径重载齿轮,精加工全部依赖大型数控成形磨齿机。传统卡盘、分体工装在生产中长期暴露四大难题: 装夹校正耗时久:单套齿圈、重型齿轮上机后,人工打表校正内孔、端面跳动需要 2-4 小时,磨齿机大量时间闲置,稼动率极低; 重复定位精度差:每次换产重新找正,人为误差累积,极易出现齿形、齿向精度超差,报废成本居高不下; 多品种换产柔性不足:一套...了解更多
-
重型模具卧式镗床|速易德零点定位快换工装整体方案引言:在重型模具加工领域,卧式镗床是深孔镗削、精密型腔加工的核心设备,但传统装夹模式长期面临装夹耗时久、找正误差大、换产效率低、重型工件定位不稳四大痛点。苏州速易德工业装备系统有限公司(简称 “速易德 SET”)深耕零点定位技术研发制造,推出重型模具卧式镗床专用零点定位快换工装整体方案,以微米级精度、重载刚性结构,解决卧镗加工瓶颈,助力模具企业实现柔性化、高效化生产。 一、行业痛点:重型模具卧镗...了解更多
-
速易德双工位预调站 | 离线对刀不停机,智能制造新升级一、痛点直击:机内对刀,正在“吃掉”你的产能在数控加工车间,你是否经常遇到这样的场景:● 机床正在加工,突然需要换刀、对刀,只能停机等待;● 操作工在机内反复手动对刀,占用大量主轴时间;● 批量刀具预调只能一台一台来,换刀效率低,机床利用率不足60%。机内对刀,是制造业“隐形的时间杀手”。 每一次停机对刀,都意味着产能损失、人工浪费、设备折旧空转。如何让机床“不停机”地持续产出?答案就是——机外预...了解更多
-
汽车焊接/机加工通用 | 速易德零点定位,柔性工装一体化随着新能源汽车与智能智造产业快速发展,汽车制造正式进入多品种、小批量、高精密的柔性生产时代。传统固定式工装夹具通用性弱、换型繁琐、定位误差大,无法适配汽车零部件迭代快、精度高、自动化程度高的生产需求。速易德零点定位系统针对汽车行业工况深度优化,实现机加工、焊接全场景通用,打造柔性工装一体化解决方案,有效帮助车企及零部件工厂提升设备稼动率、稳定加工品质、降低生产成本。 一、传统汽车工装痛点,制约产...了解更多


