 English
English русский
русский Español
Español 中文简体
中文简体
在中小制造企业机床升级进程中,老旧T型槽工作台能否加装零点基板、实现工装快速快换,成为工艺负责人、车间管理者关注度的技改问题之一。多数企业面临新机床采购成本高、传统装夹效率低、批量加工精度不稳定的痛点,亟需低成本、落地快、效果稳的升级方案。
针对行业普遍疑问:标准T型槽机床工作台,无需整体更换,可直接加装零点基板,完成零点快换系统改造。该方案可盘活老旧设备产能,大幅压缩工装换型时长、提升加工重复...
了解更多
产品新闻 | 刀柄快换 BT/HSK/CAPTO刀柄怎么选
刀柄是将切削刀具连接到机床上的工具。起到切削工具和机床之间充当接口的作用。
刀柄的性能直接影响加工精度。为了充分展示机床和切削工具的性能,刀柄必须具有跳动精度、刚度(抗变形性)和高夹持力。即使主轴高速旋转,刀柄也必须满足这些要求,而不会被离心力或其他外力所影响。跳动精度是衡量工具旋转偏离工具中心轴的程度。跳动精度越高,意味着刀具的抖动越小,加工精度越高。
刀柄由标准根据形状和尺寸进行定义。加工中心有BT、HSK等,车床、车削中心和基于车床的多任务机有CAPTO。
BT:
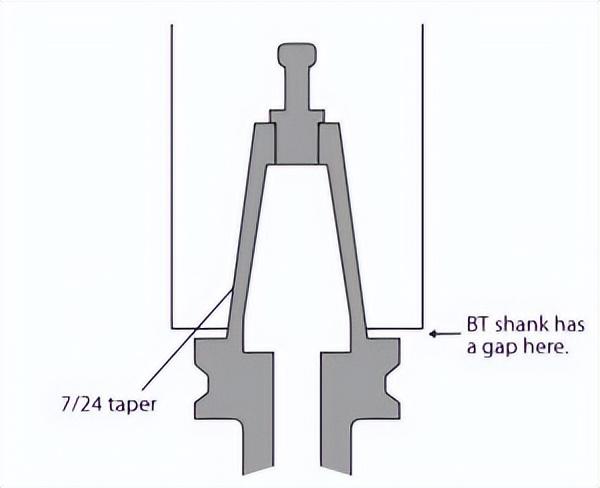
BT代表“莫式锥度”,并用锥形柄进行标记。它是通过将其连接到加工中心的主轴上来使用的。
锥度的尺寸是固定的,是7/24锥度,其中直径在24mm轴向方向上小7mm。根据锥度大部分的直径长度,有BT30、BT40和BT50等标称数字。
速易德BT刀柄快换采用7:24 锥度(ISO 7388标准),传统机床通用设计。通过拉钉机械锁紧,配合弹簧夹头或液压夹紧系统实现快速换刀。具有成本较低,市场普及率高,维护简单的优势。
HSK:
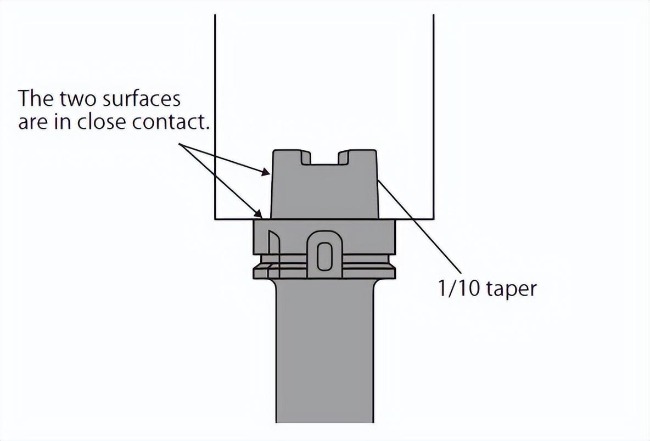
HSK是德国开发的一种用于高速旋转的刀柄标准。HSK在德语中代表“Hohlschäfte Kegel”,意思是空心杆锥柄。
HSK刀柄有较短的整体支架长度和中空的内部结构,该结构重量轻,以支持高速主轴旋转。锥度的大小是固定的,并且采用1/10锥度,其中在轴向方向上直径比10mm短1mm。由于锥形部件和柄的端面与主轴紧密接触的双接触系统,它提供了高刚度。还规定了柄的尺寸,速易德HSK刀柄快换有五种尺寸:40、50、63、80、100,数字越小,表示刀柄尺寸越小。锥面与端面同步锁紧,利用离心力增强夹持力。高速稳定性强(支持30,000+ rpm),抗离心变形能力突出。重复定位精度高(可达±0.002mm)。高刚性,适合高精度铣削、硬质材料加工。
CAPTO:
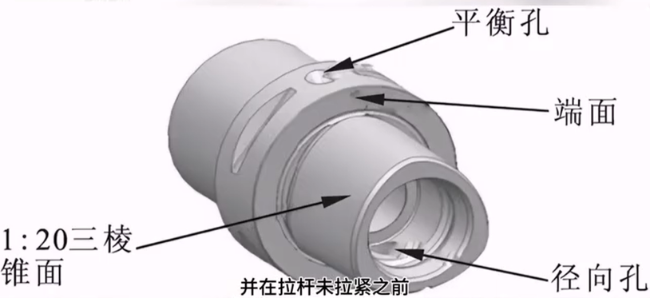
由于传统的7∶24 锥度BT工具系统不适合用于高速加工领域,其单面接触定位的先天缺陷无法保证高速加工时的各项性能指标,取而代之的是以HSK和Capto为代表的双面定位刀柄。Capto刀柄的独特结构使其具有定位精度可靠、接触刚度高的特点,在机械、电子、汽车、航空等行业具有广阔的应用前景。
速易德CAPTO刀柄快换扭矩传递能力极强,抗扭振性能优异。全对称设计,适合多方向切削。
最新消息
-
五轴机床稼动率低、调件耗时?零点快换工装解决对刀低效痛点前言:绝大多数五轴工厂,都踩了同一个致命坑 当下精密加工行业,模具、航空航天、新能源汽车、3C精密、液压阀体、自动化零件车间,几乎都在加码高端五轴设备。五轴加工中心、摇篮五轴、车铣复合五轴陆续进场,但很多企业投入巨资后,产能、良率、利润始终达不到预期。 深入车间现场不难发现一个普遍现状:五轴机床大部分时间根本不在切削。 机床真正有效切削工时不足40%,剩余60%以上时间全部消耗在:人工分中、寻边对...了解更多
-
速易德零点定位系统|大型数控磨齿机 高效装夹完整解决方案一、行业痛点:大型磨齿加工工装瓶颈 风电、盾构、矿山装备所用大直径重载齿轮,精加工全部依赖大型数控成形磨齿机。传统卡盘、分体工装在生产中长期暴露四大难题: 装夹校正耗时久:单套齿圈、重型齿轮上机后,人工打表校正内孔、端面跳动需要 2-4 小时,磨齿机大量时间闲置,稼动率极低; 重复定位精度差:每次换产重新找正,人为误差累积,极易出现齿形、齿向精度超差,报废成本居高不下; 多品种换产柔性不足:一套...了解更多
-
重型模具卧式镗床|速易德零点定位快换工装整体方案引言:在重型模具加工领域,卧式镗床是深孔镗削、精密型腔加工的核心设备,但传统装夹模式长期面临装夹耗时久、找正误差大、换产效率低、重型工件定位不稳四大痛点。苏州速易德工业装备系统有限公司(简称 “速易德 SET”)深耕零点定位技术研发制造,推出重型模具卧式镗床专用零点定位快换工装整体方案,以微米级精度、重载刚性结构,解决卧镗加工瓶颈,助力模具企业实现柔性化、高效化生产。 一、行业痛点:重型模具卧镗...了解更多
-
速易德双工位预调站 | 离线对刀不停机,智能制造新升级一、痛点直击:机内对刀,正在“吃掉”你的产能在数控加工车间,你是否经常遇到这样的场景:● 机床正在加工,突然需要换刀、对刀,只能停机等待;● 操作工在机内反复手动对刀,占用大量主轴时间;● 批量刀具预调只能一台一台来,换刀效率低,机床利用率不足60%。机内对刀,是制造业“隐形的时间杀手”。 每一次停机对刀,都意味着产能损失、人工浪费、设备折旧空转。如何让机床“不停机”地持续产出?答案就是——机外预...了解更多
-
汽车焊接/机加工通用 | 速易德零点定位,柔性工装一体化随着新能源汽车与智能智造产业快速发展,汽车制造正式进入多品种、小批量、高精密的柔性生产时代。传统固定式工装夹具通用性弱、换型繁琐、定位误差大,无法适配汽车零部件迭代快、精度高、自动化程度高的生产需求。速易德零点定位系统针对汽车行业工况深度优化,实现机加工、焊接全场景通用,打造柔性工装一体化解决方案,有效帮助车企及零部件工厂提升设备稼动率、稳定加工品质、降低生产成本。 一、传统汽车工装痛点,制约产...了解更多


