 English
English русский
русский Español
Español 中文简体
中文简体
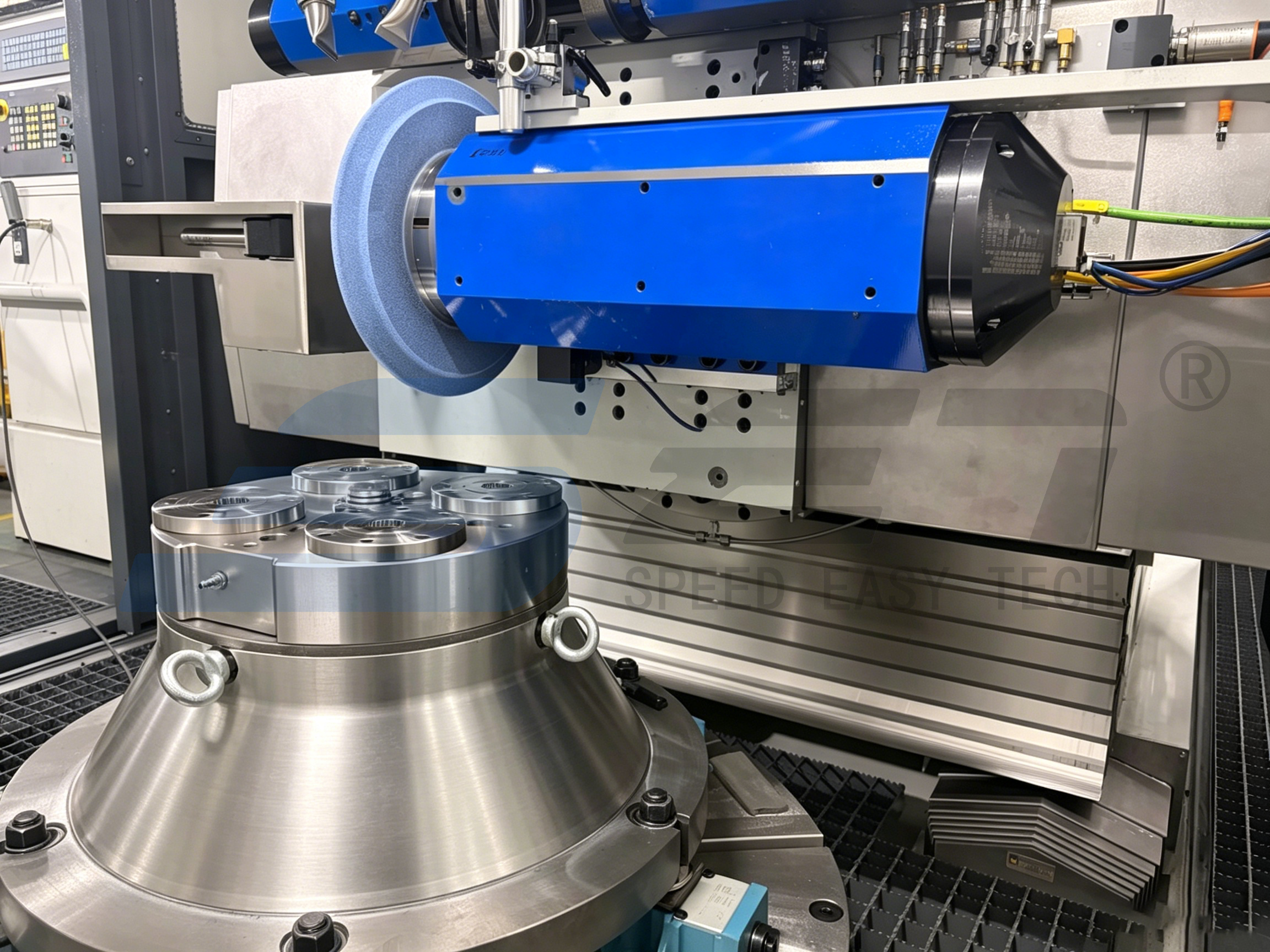
一、行业痛点:大型磨齿加工工装瓶颈
风电、盾构、矿山装备所用大直径重载齿轮,精加工全部依赖大型数控成形磨齿机。传统卡盘、分体工装在生产中长期暴露四大难题:
装夹校正耗时久:单套齿圈、重型齿轮上机后,人工打表校正内孔、端面跳动需要 2-4 小时,磨齿机大量时间闲置,稼动率极低;
重复定位精度差:每次换产重新找正,人为误差累积,极易出现齿形、齿向精度超差,报废成本居高不下;
多品种换产柔性不足:一套...
了解更多
速易德零点定位系统|大型数控磨齿机 高效装夹完整解决方案
一、行业痛点:大型磨齿加工工装瓶颈

风电、盾构、矿山装备所用大直径重载齿轮,精加工全部依赖大型数控成形磨齿机。传统卡盘、分体工装在生产中长期暴露四大难题:
装夹校正耗时久:单套齿圈、重型齿轮上机后,人工打表校正内孔、端面跳动需要 2-4 小时,磨齿机大量时间闲置,稼动率极低;
重复定位精度差:每次换产重新找正,人为误差累积,极易出现齿形、齿向精度超差,报废成本居高不下;
多品种换产柔性不足:一套工装仅适配单一规格齿轮,切换产品需整体拆卸、重新校准,无法满足混线生产;
重型工件夹持安全性弱:大吨位工件仅靠单一卡盘受力,磨削冲击下易产生微位移,齿面出现振纹,影响齿轮静音与承载性能。
二、速易德三层模块化零点定位系统适配方案

针对大型磨齿机大尺寸静压回转工作台,速易德采用母板 + 过渡托盘 + 专用齿坯工装三层结构,构建统一标准化基准,完全适配大模数、大直径齿轮磨削工况。
- 底层:固定式零点基础母板(机床基准)
根据磨齿机转台直径定制加厚高强度基础板,通过高强度螺栓锁紧固定于工作台,一次性校正平面度≤0.005mm,对齐机床回转中心后不动。 板体搭载多组重载零点定位单元,单单元夹紧力满足重型工件切削负载,内置弹簧机械自锁结构,断气不松件,磨削位移风险;统一气动接口,可直接对接机床内置气源,无需额外液压站。
- 中层:带拉钉零点过渡托盘(柔性换产载体)
托盘底部预装高精度拉钉,与底层母板锥面实现双面两点定位定心;托盘上部可按需装配齿轮胀套、端面支撑牛腿、角向分度销等专用夹具。 核心优势为机外离线预调:全部校正、装夹工序在机床外部预调台完成,完全不占用磨齿加工时间,提前完成齿坯跳动检测、角度定位。
- 顶层:齿轮专用夹持工装(适配全品类工件)
依托托盘搭载定制化工装,覆盖两类主流加工工件:
风电大齿圈 / 行星齿轮:采用内孔胀紧 + 多点端面支撑,补偿薄壁件热处理变形;
盾构、矿山重型圆柱 / 锥齿轮:大承重端面定位工装,分散工件自重与磨削冲击力。
整套系统重复定位精度≤0.005mm,满足磨齿 IT3~IT5 级超高精度加工要求。
三、标准化落地操作全流程
步骤 1:机床基准一次性搭建(仅初次安装操作)
清理磨齿机静压工作台,吊装零点基础母板到位;
扭矩螺栓均匀锁紧,千分表校正母板平面与回转同心度;
接入气动管路,调试单元夹紧、解锁气压;
数控系统录入统一基准坐标并存储,后续无需重复对基准。
步骤 2:离线机外预调(核心增效环节)
在独立预调工位完成整套装配:将拉钉装配至托盘→安装齿轮专用工装→吊装待磨齿轮→校正工件端面、内孔跳动→完成角向定位锁死。全部流程在机床待机时同步完成,无设备停机损耗。
步骤 3:快速上机装夹(3-10 分钟完成换产)
通气解锁机床母板零点单元;
行车吊装整套预调好的托盘 + 齿轮进入加工区域;
拉钉自动落入定位锥面,断气后单元弹簧自锁夹紧;
数控系统直接调用预存基准,无需重新打表、对刀,一键启动磨齿程序。
步骤 4:多规格混线换产循环
一件加工完成后通气解锁吊下托盘,直接吊装另一套提前预调完成的不同规格齿轮托盘,切换对应加工程序即可连续生产,实现风电、工程机械齿轮柔性混产。
四、方案核心落地价值
设备利用率大幅提升:单件装夹辅助工时降低 90% 以上,磨齿机有效磨削时间提升 30%-60%,充分释放高端设备产能;
加工精度稳定可控:统一基准消除人工校正误差,齿轮齿形、齿向一致性显著提升,废品率大幅下降;
生产柔性升级:一套机床母板可配套数十款托盘工装,快速切换不同模数、直径齿轮,减少工装采购库存;
生产安全与人力优化:重型工件无需反复吊装校正,降低操作工劳动强度,自锁结构加工过程工件偏移、掉落风险;
适配长期国产化产能扩张:针对风电、新能源、盾构装备持续增长的齿轮订单,低成本完成产线提质改造,无需更换昂贵磨齿主机。
五、方案适用场景总结
速易德大型零点定位系统,适配各类重型数控成形磨齿机,广泛应用于风电增速箱齿圈、盾构回转支承、矿山重载减速器齿轮、大型船舶传动齿轮等高精密硬齿面磨削工序,是齿轮制造企业降本增效、柔性升级的标准化工装解决方案。
最新消息
-
重型模具卧式镗床|速易德零点定位快换工装整体方案引言:在重型模具加工领域,卧式镗床是深孔镗削、精密型腔加工的核心设备,但传统装夹模式长期面临装夹耗时久、找正误差大、换产效率低、重型工件定位不稳四大痛点。苏州速易德工业装备系统有限公司(简称 “速易德 SET”)深耕零点定位技术研发制造,推出重型模具卧式镗床专用零点定位快换工装整体方案,以微米级精度、重载刚性结构,解决卧镗加工瓶颈,助力模具企业实现柔性化、高效化生产。 一、行业痛点:重型模具卧镗...了解更多
-
速易德双工位预调站 | 离线对刀不停机,智能制造新升级一、痛点直击:机内对刀,正在“吃掉”你的产能在数控加工车间,你是否经常遇到这样的场景:● 机床正在加工,突然需要换刀、对刀,只能停机等待;● 操作工在机内反复手动对刀,占用大量主轴时间;● 批量刀具预调只能一台一台来,换刀效率低,机床利用率不足60%。机内对刀,是制造业“隐形的时间杀手”。 每一次停机对刀,都意味着产能损失、人工浪费、设备折旧空转。如何让机床“不停机”地持续产出?答案就是——机外预...了解更多
-
汽车焊接/机加工通用 | 速易德零点定位,柔性工装一体化随着新能源汽车与智能智造产业快速发展,汽车制造正式进入多品种、小批量、高精密的柔性生产时代。传统固定式工装夹具通用性弱、换型繁琐、定位误差大,无法适配汽车零部件迭代快、精度高、自动化程度高的生产需求。速易德零点定位系统针对汽车行业工况深度优化,实现机加工、焊接全场景通用,打造柔性工装一体化解决方案,有效帮助车企及零部件工厂提升设备稼动率、稳定加工品质、降低生产成本。 一、传统汽车工装痛点,制约产...了解更多
-
重型立车零点定位系统_立车快换工装提升加工效率 - 苏州速易德在数控立车、重型立车、立式车床加工领域,立车装夹慢、精度差、安全风险高一直是行业痛点:传统吊装换料动辄 45-60 分钟,机床稼动率不足 50%;反复装夹导致累积误差,同轴度、平行度难以保证;人工辅助吊装重型工件,安全隐患大、产能瓶颈突出,尤其工程机械立车、重工立车、液压阀体立车加工等场景,更是深受其扰。 苏州速易德作为源头工厂,深耕零点定位系统研发制造,推出速易德立车零点定位专属方案,以秒级...了解更多
-
顶微米级精准锁定|速易德零点定位系统赋能车铣复合柔性加工革命一、车铣复合加工痛点凸显,高端机加遇发展瓶颈 在精密制造的赛道上,车铣复合机床作为高端机加的核心装备,承载着航空航天、智能制造、汽车精密件等高端领域的加工使命,是工业升级与智能制造的关键支撑。但长期以来,装夹繁琐、调机耗时、定位偏差等痛点,如同枷锁般束缚着车铣复合加工的效率与精度,让无数企业陷入“有好设备,却难出高效益”的困境——工装更换慢、人工依赖高,动辄半小时的反复找正,不仅浪费宝贵的机床稼动...了解更多


